Pendant l'opération de forage, on rencontre souvent des problèmes de forets cassés. Maintenant, PURROS Machinery répertorie les solutions de rupture de forage comme ci-dessous:
Rupture de foret et solutions
La page de technologie est partagée l’expérience du talent technique dans le domaine de la meuleuse de peu de foret, vous aidez à résoudre les difficultés techniques, et vous fait dans un spécialiste de rectifieuse de peu de foret.
Pendant l'opération de forage, on rencontre souvent des problèmes de forets cassés. Maintenant, PURROS Machinery répertorie les solutions de rupture de forage comme ci-dessous:
Rupture de foret et solutions

| Type d'outils de coupe | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | X | X | ||||||
| HHSEnouveau forage | X | X | ||||||
| Foret au carbure de tungstène | X | X | ||||||
| Foret en carbure monobloc | X | X | X | |||||
| Foret à flûte droite en carbure monobloc | X | X | ||||||
| Foret à 3 dents en carbure monobloc | X | X | ||||||
| Pistolet | X | X | X | |||||
| Fraise | X | X | X | |||||
| Perceuse d'élargissement PCD | X | X | ||||||
| Alésoir PCD | X | X |
(Fait par: Purros Machinery Co., Ltd. )
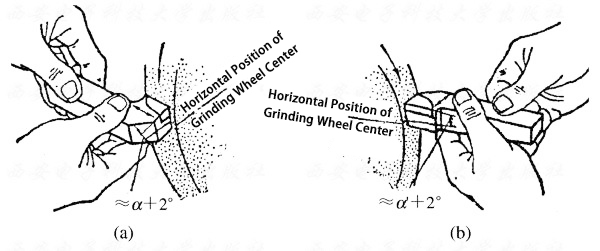
Chanfreinage négatif
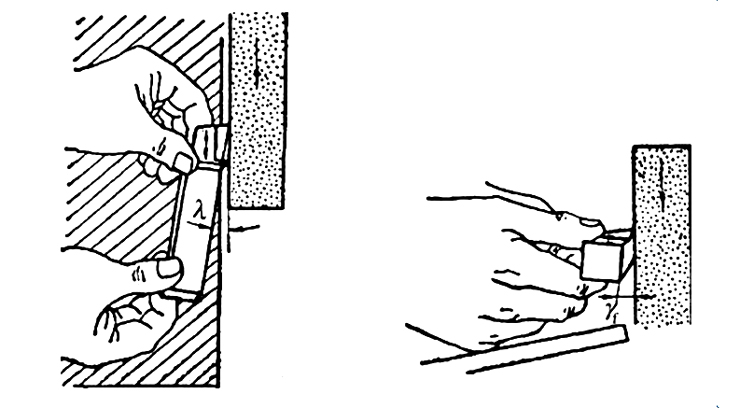
Étape 1: Aiguiser la face du flanc principal, en même temps, affûter l'angle de dégagement de la lèvre; Étape 2: Aiguiser la face du flanc mineur, en même temps, affûter l'angle de dégagement de l'extrémité; Étape 3: Aiguiser la fausse face, en même temps, l'angle du point d'affûtage; Étape 4: Affûter les visages restants et la pointe;
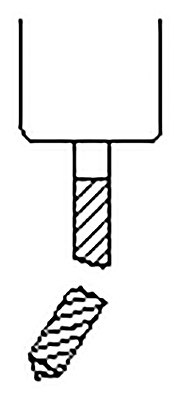
Maintenant, PURROS Machinery prend l'exemple de la fraise en alliage de carbure de broyage grossier pour illustrer la méthode d' affûtage de l'outil de coupe . 1. L'affûtage brutal de la face principale du flanc et de la face du flanc mineur , en même temps, l'angle majeur de déclinaison, l'angle majeur de dégagement de la lèvre, l'angle mineur de déclinaison et l'angle mineur de dégagement des lèvres ont également été affinés. L'angle de l'angle de dégagement de la lèvre majeur et l'angle de dégagement de la lèvre mineur par un affûtage grossier devraient être plus grands que requis. Afficher la figure:
Angle de soulagement des lèvres de Shank
Aiguisage brut Flute
Les notes de l'affûtage des tours

Meule de broyage
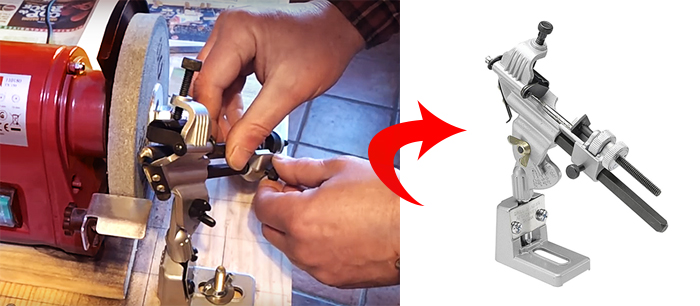
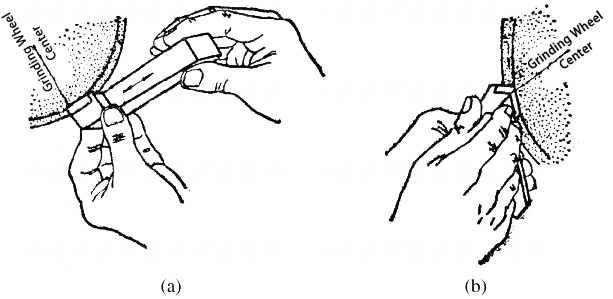
Avec l' accessoire de meulage de perçage de la marque PURROS pour affûteuse de foret PG-13D, vous pouvez affûter les forets avec une grande précision. Les angles de point et de dépouille optimaux peuvent être définis en fonction de chaque exigence de perçage, qui dépend de la taille du foret et du matériau à percer. Vous pouvez complètement restaurer les exercices usés ainsi que les exercices cassés à nouveau. Lors de l'affûtage des forets cassés, il est possible d'économiser beaucoup de temps en façonnant à peu près les forets à la main avant d'utiliser l'accessoire de meulage. Tremper un foret dans l'eau en façonnant la main libre pour éviter la surchauffe.
Continue readingDans la production actuelle, PURROS Machinery a rassemblé les problèmes de masse des clients concernant le meulage des forets à la main (mèches de meulage manuelles ), maintenant, dressez la liste des problèmes et comment résoudre ces problèmes pour votre référence et votre étude. Dans la production actuelle, PURROS Machinery a rassemblé les problèmes de masse des clients concernant le meulage des forets à la main (mèches de meulage manuelles), maintenant, dressez la liste des problèmes et comment résoudre ces problèmes pour votre référence et votre étude.
Continue readingÉtape 1: Vérifier si l'angle de pointe (angle de la lèvre de coupe) du foret hélicoïdal standard est correct ou non et s'il est symétrique par rapport à l'axe du foret hélicoïdal standard. (L'angle de pointe correct du foret hélicoïdal standard est de ± 118 °, s'il est utilisé pour forer des matériaux plus durs que l'angle de pointe peut être étendu à 120 °. Gardez l'esprit, ne faites pas moins de 90 °.) Étape 2: Pour vérifier la longueur et la hauteur de deux grandes lèvres de coupe (grand tranchant) sont compatibles. Parce que la qualité des trous usinés est affectée par le fait que la longueur est la même. La méthode de vérification pour les étapes 1 et 2 est la suivante: Placer la partie coupante du foret hélicoïdal dans une position verticale, garder la vue au niveau horizontal et ensuite tourner à 180 °, où est l'axe central du foret hélicoïdal standard , pour observer si la longueur des deux grandes lèvres coupantes est la même en rotation. C'est une hypothèse que d'observer la longueur de deux lèvres coupantes majeures au centre de l'axe; Si les longueurs des deux lèvres de coupe principales sont différentes, le côté le plus court doit être broyé. Continue reading
Les forets viennent dans une large gamme de formes et de tailles, et sont disponibles dans une variété de matériaux et de revêtements. La plupart des opérations d'usinage et d'usinage ont un foret spécialement conçu pour cette tâche. Voici un aperçu rapide de plusieurs types de forets, de matériaux et de types de conception.
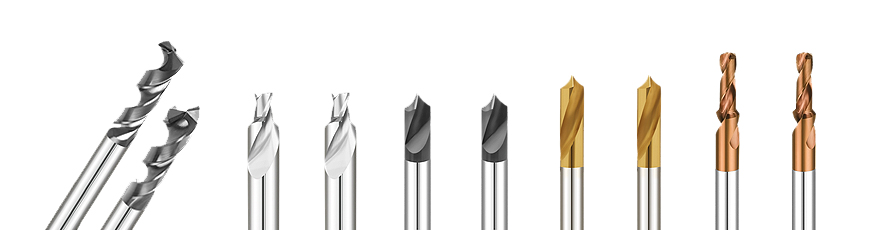
Classification des forets par utilisation