
La vis tap
La vis tap
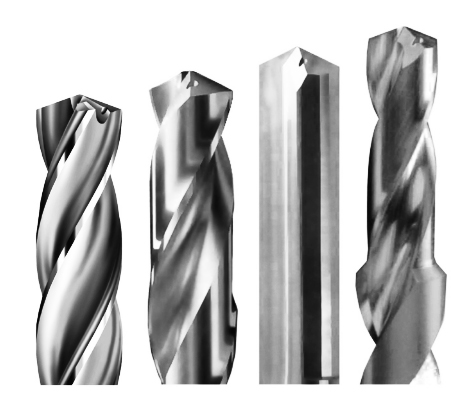
Foret Bit
Étape 1: Aiguiser la face du flanc principal, en même temps, affûter l'angle de dégagement de la lèvre; Étape 2: Aiguiser la face du flanc mineur, en même temps, affûter l'angle de dégagement de l'extrémité; Étape 3: Aiguiser la fausse face, en même temps, l'angle du point d'affûtage; Étape 4: Affûter les visages restants et la pointe;
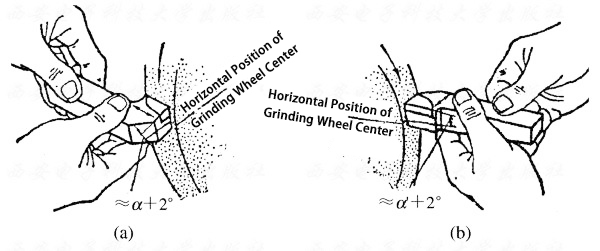
Maintenant, PURROS Machinery prend l'exemple de la fraise en alliage de carbure de broyage grossier pour illustrer la méthode d' affûtage de l'outil de coupe . 1. L'affûtage brutal de la face principale du flanc et de la face du flanc mineur , en même temps, l'angle majeur de déclinaison, l'angle majeur de dégagement de la lèvre, l'angle mineur de déclinaison et l'angle mineur de dégagement des lèvres ont également été affinés. L'angle de l'angle de dégagement de la lèvre majeur et l'angle de dégagement de la lèvre mineur par un affûtage grossier devraient être plus grands que requis. Afficher la figure:
Angle de soulagement des lèvres de Shank
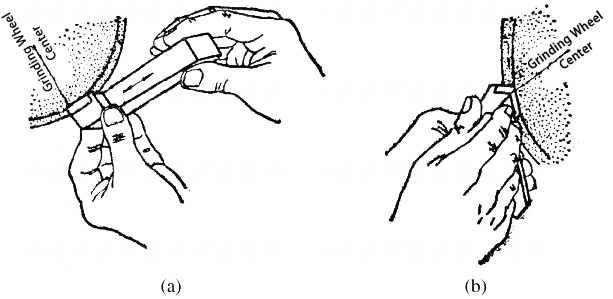
Aiguisage brut Flute









