 Type 1: Type de trépan en carbure de tungstène Type 2: Les facteurs clés pour la sélection des trépans en carbure de tungstène (1) Précision de traitement Lorsque le trépan en alliage dur est sélectionné, l'exigence de précision de la dimension du perçage doit être considérée en premier . Continue reading
Type 1: Type de trépan en carbure de tungstène Type 2: Les facteurs clés pour la sélection des trépans en carbure de tungstène (1) Précision de traitement Lorsque le trépan en alliage dur est sélectionné, l'exigence de précision de la dimension du perçage doit être considérée en premier . Continue reading
Category Archives: La technologie
La page de technologie est partagée l’expérience du talent technique dans le domaine de la meuleuse de peu de foret, vous aidez à résoudre les difficultés techniques, et vous fait dans un spécialiste de rectifieuse de peu de foret.
Forets à bois: morceaux de cuillère
Des mèches de cuillère identiques sont utilisées principalement pour des ouvertures inintéressantes dans le siège d'une chaise Windsor pour prendre les épingles arrière, ou des boulons ronds semblables pour assembler des armatures d'ameublement dans un travail de menuiserie respectueux de l'environnement. Lors de l'alésage d'une ouverture rectiligne pré-percée, le mors de la cuillère est placé directement dans l'ouverture et tourne également dans le sens des aiguilles d'une montre avec un support de menuisier jusqu'à ce que la conicité souhaitée soit atteinte. En brûlant à droite dans le bois fort, le peu doit être commencé dans le cadre droit; après qu'une « recette » a été développée et que la mèche ait commencé à « attaquer » directement dans le bois, l'angle d'alésage peut être transformé en tournant le support d'une mèche à bois du montant. Les ouvertures peuvent être percées spécifiquement, facilement et rapidement dans n'importe quel type de bois, à n'importe quel angle d'occurrence, avec un contrôle total des instructions et la capacité de transformer ces instructions à volonté. Les morceaux de cuillère sont les dispositifs de forage conventionnels utilisés avec un support. Ils ne doivent jamais être utilisés avec une perceuse électrique de n'importe quel type. Leur avantage vital sur les bits de support normaux et aussi les forets de puissance est que l'angle de l'ouverture pourrait être changé. Ceci est crucial dans la présidence, car tous les angles sont généralement observés. Un avantage supplémentaire est qu'ils n'ont pas de vis mère, de sorte qu'ils peuvent être percés efficacement dans une jambe de la chaise sans avoir la vis de tête coup d'oeil sur le contraire. Le morceau de cuillère pourrait être développé en utilisant une pierre glissante sur le bord de coupe; le côté extérieur ne devrait jamais être touché. Les morceaux de cuillère contiennent une tige cannelée avec un facteur formé plutôt comme le plat d'une cuillère, avec le tranchant à la fin. Le genre encore plus habituel ressemble à un petit morceau qui finit dans un facteur mineur. Ceci est pratique pour commencer l'ouverture, car il a une facilité qui ne va certainement pas errer ou se promener. Ces petits morceaux sont utilisés par les fabricants de chaises pour aléser ou aléser les ouvertures dans les sièges et les bras des chaises. Leur style est ancien et revient à l'époque romaine. Des morceaux de cuillère ont également été découverts dans les fouilles de Viking. Les cuillères modernes sont fabriquées à partir d'acier au carbone forgé à la main, très soigneusement traitées thermiquement et ensuite broyées à la main sur un grand côté.
Forets à bois: le foret central
La mèche centrale est améliorée pour l'alésage en bois avec un support à main. Plusieurs mises en page ont été générées.  Les forets d'installation sont construits en acier assez doux et peuvent également être aiguisés avec des documents. Continue reading
Les forets d'installation sont construits en acier assez doux et peuvent également être aiguisés avec des documents. Continue reading
Forets à bois: forets à lèvre et à éperon
Les forets à lèvre et à éperon sont généralement disponibles en tailles de 3 à 16 mm (0,12 à 0,63 in).

Forets à lèvres et éperons
Quel est le tranchant d'un outil de coupe?
Le tranchant d'un outil de coupe est crucial pour l'efficacité de la procédure de réduction. Les points forts de l'arête de coupe sont les suivants: Distance du bord de coupe pour les côtés symétriques. Axe d'ellipse de coupe pour les côtés irréguliers. Facteur K, il s'agit de la relétion entre Sγ et Sα. Cela pourrait également être déterminé par la proportion des deux axes de l'ellipse. Cet élément explique le type de tranchant. 3 angles: angle de dépouille, angle de coin, angle de dépouille. Δr. Continue reading
Cinq types différents de rectification cylindrique
Il existe 5 types différents de meulage rond: meulage de diamètre intérieur (rectification ID ), meulage de diamètre extérieur ( meulage OD ), meulage en plongée, meulage d'avance de fluage, ainsi que meulage sans centre .
Rectification de diamètre intérieur
Le broyage d'identification est en train de broyer sur l'intérieur d'un article. La meule est constamment plus petite par rapport à la taille de l'article. Les choses sont maintenues en place par une pince, qui tourne également les choses en position. De même que pour le meulage OD, la meule et l'article tourné dans d'autres instructions offrant des instructions inversées entrent en contact avec les deux surfaces où le meulage a lieu.
Rectification de diamètre extérieur
Le meulage OD consiste à meuler sur la surface extérieure d'un élément entre les installations. Les installations sont des systèmes d'extrémité avec un facteur qui permet de relever le défi. La meule est également tournée parallèlement quand elle peut être trouvée en appel avec les choses. Ceci suggère avec succès que les deux surfaces déplaceront certainement d'autres instructions quand l'appel est fait ce qui permet une procédure plus douce et aussi beaucoup moins de possibilité de répression. Continue reading
Types d'outils de coupe (usinages)
Outils de coupe avec inserts (dispositifs indexables)
Les outils de coupe sont généralement fabriqués avec des inserts ou des suggestions modifiables (outils à pointe). Dans ceux-ci, le tranchant contient un produit différent, soit brasé, collé ou fixé sur le corps de l'appareil. Les produits habituels pour les suggestions sont constitués de carbure scellé, de diamant polycristallin et également de nitrure de bore cubique. Les dispositifs utilisant des inserts sont constitués de fraises (fraises en bout, fraises à mouche), d'outils et également de lames de scie.
Outils de coupe solides
Le dispositif normal pour le fraisage aussi bien que l'exploration n'a aucun insertion imprévisible. Le tranchant et aussi la tige est un système et également construit du même produit exact. Les petits appareils n'ont pas pu être développés avec un insert interchangeable.
Types d'outils de coupe ( usinages de coupe )
Les outils de coupe droits sont constitués de trépans (outils de coupe à pointe unique) ainsi que d'outils de coupe. Les outils de coupe rotatifs sont constitués de mèches, de fraises et également de contre-alésages, de robinets, mais aussi de passants, d'outils de concassage, d'alésoirs et de lames de scie frisquets. Divers autres outils de coupe, tels que des lames de scie à ruban, des lames de scie à métaux et des coupe-mouches, incorporent des facettes d'activité directe et également tournante. Continue reading
Les forets en métal sont utilisés dans les centres de trous de repérage
 De nombreux forets contemporains en carbure monobloc ne doivent pas être utilisés conjointement avec un foret à plaquette ou une mèche de forage, car les forets en carbure monobloc sont spécialement conçus pour débuter leur propre ouverture. Généralement, l'exploration de la zone créera certainement une défaillance précoce du petit foret en carbure monobloc ainsi qu'une perte spécifique de qualité supérieure d'ouverture. Si l'on considère qu'il est essentiel de chanfreiner une ouverture avec un endroit ou une installation de forer un petit peu lorsqu'on utilise une mèche en carbure monobloc, c'est la meilleure technique pour le faire après que l'ouverture soit percée. Lorsque le trépan en carbure solide qui a le revêtement est broyé par une machine de meulage de trépan , son film de revêtement sera parti. Bien que ce soit ci-dessus un exemple typique de forets de centre d'utilisation, il s'agit d'une méthode pratiquement inexacte et ne doit pas non plus être envisagée pour une utilisation industrielle. Le dispositif approprié pour commencer une ouverture généralement percée (une ouverture percée par un foret à rotation rapide en acier à haute vitesse (HSS)) est un foret de repérage (ou un foret à plaquer , comme ils sont référencés aux Etats-Unis). L'angle formé par le foret de repérage doit coïncider avec le foret standard, ou plus haut, pour s'assurer que le foret débutera sans que cela ne provoque d'anxiété inutile sur les bords du petit foret, ce qui déclencherait certainement une défaillance précoce du foret. peu et aussi une perte d'ouverture de haute qualité. Les forets standards peuvent avoir tendance à s'égarer lorsqu'ils sont entamés sur une surface peu préparée. Dès qu'il y a un petit programme égaré, il est difficile de le remettre en service. Une installation foret peu donne régulièrement un facteur de début abordable car il est bref et, par conséquent, a en fait une propension réduite à s'égarer lorsque le forage est commencé. Lors du perçage à l'aide d'une perceuse à main, la polyvalence du foret n'est pas la principale source d'imprécision: c'est la main du client. Par conséquent, pour de telles procédures, on utilise typiquement une gâche de l'installation pour identifier l'installation d'ouverture avant de percer une ouverture de pilote.
De nombreux forets contemporains en carbure monobloc ne doivent pas être utilisés conjointement avec un foret à plaquette ou une mèche de forage, car les forets en carbure monobloc sont spécialement conçus pour débuter leur propre ouverture. Généralement, l'exploration de la zone créera certainement une défaillance précoce du petit foret en carbure monobloc ainsi qu'une perte spécifique de qualité supérieure d'ouverture. Si l'on considère qu'il est essentiel de chanfreiner une ouverture avec un endroit ou une installation de forer un petit peu lorsqu'on utilise une mèche en carbure monobloc, c'est la meilleure technique pour le faire après que l'ouverture soit percée. Lorsque le trépan en carbure solide qui a le revêtement est broyé par une machine de meulage de trépan , son film de revêtement sera parti. Bien que ce soit ci-dessus un exemple typique de forets de centre d'utilisation, il s'agit d'une méthode pratiquement inexacte et ne doit pas non plus être envisagée pour une utilisation industrielle. Le dispositif approprié pour commencer une ouverture généralement percée (une ouverture percée par un foret à rotation rapide en acier à haute vitesse (HSS)) est un foret de repérage (ou un foret à plaquer , comme ils sont référencés aux Etats-Unis). L'angle formé par le foret de repérage doit coïncider avec le foret standard, ou plus haut, pour s'assurer que le foret débutera sans que cela ne provoque d'anxiété inutile sur les bords du petit foret, ce qui déclencherait certainement une défaillance précoce du foret. peu et aussi une perte d'ouverture de haute qualité. Les forets standards peuvent avoir tendance à s'égarer lorsqu'ils sont entamés sur une surface peu préparée. Dès qu'il y a un petit programme égaré, il est difficile de le remettre en service. Une installation foret peu donne régulièrement un facteur de début abordable car il est bref et, par conséquent, a en fait une propension réduite à s'égarer lorsque le forage est commencé. Lors du perçage à l'aide d'une perceuse à main, la polyvalence du foret n'est pas la principale source d'imprécision: c'est la main du client. Par conséquent, pour de telles procédures, on utilise typiquement une gâche de l'installation pour identifier l'installation d'ouverture avant de percer une ouverture de pilote.
La géométrie du foret a plusieurs caractéristiques
La proportion diamètre / longueur du trépan est normalement comprise entre 1: 1 et 1:10. Des proportions beaucoup plus grandes sont possibles (par exemple, des embouts de torsion de «longueur d'aéronef», des forets de pistolet à huile sous pression, etc.), mais plus la proportion est grande, plus l'obstacle technologique de la création est grand.  Continue reading
Continue reading
Types de fraises
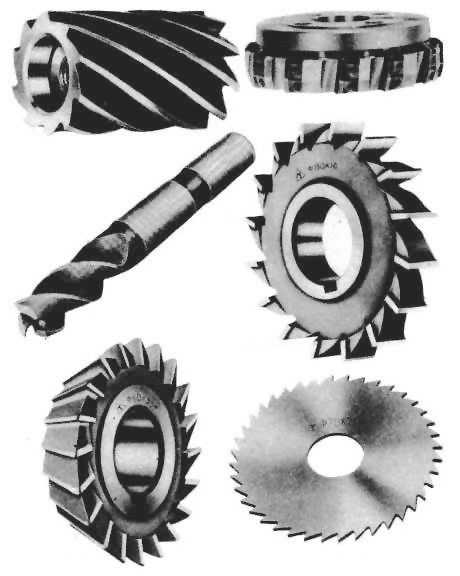
Fraise en bout
Les fraises à queue sont ces outils qui ont des dents coupantes à une extrémité, ainsi que sur les côtés. Les mots fin fraise sont généralement utilisés pour décrire les fraises à fond plat, mais sont également constitués de fraises arrondies (décrites comme nez sphérique) et fraises arrondies (décrites comme nez de taureau, ou tore). Ils sont généralement faits d'acier à haute vitesse ou de carbure scellé et ont plusieurs cannelures. Ils sont l'outil le plus typique utilisé dans une usine verticale. Continue reading








