La précision des dimensions et la rugosité de surface du forage, ainsi que l'efficacité du forage, sont directement liées à la qualité de l'affûtage de la fraise et à la rectification du foret hélicoïdal.
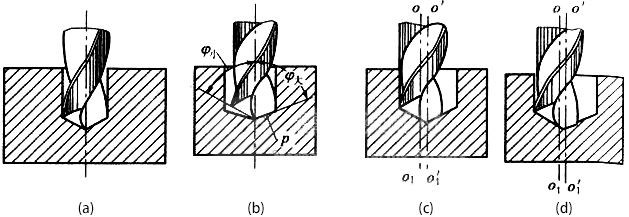
Figure 1: L'impact de meulage de bits sur l'usinage
a) Rectification correcte
(b) Asymétrie d'angle de point
(c) Différentes longueurs de meulage
(d) L'angle de pointe et le meulage de la fraise sont asymétriques
Il est facile et difficile d'aiguiser le bord du foret hélicoïdal; simplement, il suffit d'aiguiser deux angles de dégagement primaires; difficile, devrait être s'assurer que l'angle de dégagement, l'angle de pointe et l'angle de flanc du bord de ciseau sont corrects. Afin que les deux principales lèvres de coupe soient symétriques, les grandes lèvres de coupe ont le même angle que l'axe de broche du foret hélicoïdal, et les longueurs sont les mêmes. Passez en revue la figure (a).
L'angle de pointe du foret hélicoïdal après meulage est la dissymétrie, dans le cas du débit d'alimentation, la lèvre de coupe majeure qui maintient un plus grand angle inclus avec la broche fonctionne, tandis que l'autre lèvre de coupe majeure ne fonctionne pas. Lorsque cela se produit, le stress du foret hélicoïdal n'est pas équilibré; la lèvre de coupe majeure dans l'un des forages de la composante horizontale de la force de coupe sur le foret hélicoïdal de l'autre côté, soit le foret est faussé, soit trop grand. Passez en revue la figure (b).
Peut-être que l'angle du point est symétrique après avoir été meulé, mais la longueur de deux grandes lèvres de coupe est différente, le centre de travail du foret hélicoïdal étant différent du centre géométrique. C'est le centre géométrique o ~ o1 déplacé au travail o '~ o'1, les résultats de ce trou de perçage est plus grand que le diamètre du foret hélicoïdal. Passez en revue la figure (c).
Peut-être l'angle de pointe du foret hélicoïdal après l'affûtage de la fraise est la dissymétrie, et la longueur de deux grandes lèvres de coupe est différente, non seulement le diamètre du trou est plus grand que le diamètre du foret hélicoïdal. Passez en revue la figure (d).
En résumé, éviter les cas de figure (b), (c), (d) lors de la rectification de forets hélicoïdaux qui améliorent non seulement la qualité du forage, mais améliorent également les conditions de forage et prolongent la durée de vie de la torsion percer.
Si l'on suppose que toutes les meulures de foret hélicoïdal sont correctes, cependant, en raison de ses inconvénients inhérents, il existe encore des facteurs défavorables au forage, par exemple: l'angle de la terre du ciseau est négatif, comme -60 ° -54 °; de sorte que l'état de perçage n'est pas très bon, il faut augmenter la force axiale, le bord du ciseau est en train de serrer et gratter le métal sur la pièce, ce qui consomme beaucoup d'énergie, génère beaucoup de chaleur et est très mauvais au centrage .
Pour les défauts du foret hélicoïdal ci-dessus, il faut moudre le foret hélicoïdal en fonction des différents matériaux et des conditions de perçage, revoir la figure 2.
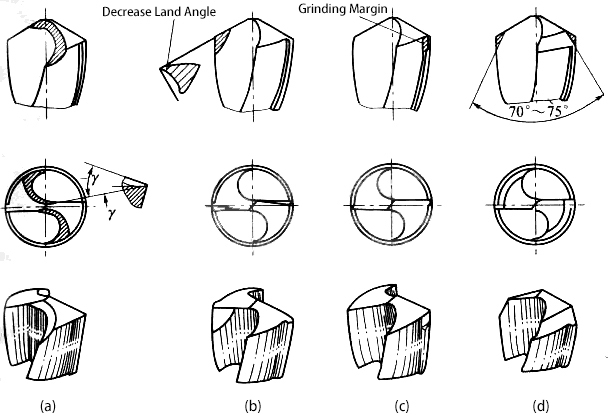
Figure 2: Foret hélicoïdal de rectification
a) Broyer le bord du ciseau
(B) Visage de râteau de meulage
(c) Bord de meulage
(d) Double broyage
(1) bord de burin de meulage
Garder la longueur dans 1/5 ~ 1/3 de l'original après le meulage, en même temps, reformé deux cutter interne et l'angle de la terre est sur γ0 = 0 ° ~ 15 °. Le broyage plus court du bord du burin pour les matériaux de la pièce plus souple, sinon, pour diminuer le broyage. Il diminue la force axiale après le meulage et augmente le centrage du foret hélicoïdal.
(2) visage de râteau de meulage
Lorsque la matière de la pièce à percer est plus molle, la face du râteau doit être rectifiée pour augmenter l'angle du terrain, puis augmenter la netteté de la lèvre de coupe et réduire la force de forage; Lorsque le matériau de la pièce à percer est plus dur, il convient de meuler la face de râteau du bord extérieur, afin de réduire l'angle de la terre, afin d'augmenter la résistance du foret hélicoïdal. Aussi peut broyer deux visages, arriver aux mêmes résultats complets.
(3) bord de meulage
Lors de l'utilisation d'un foret de diamètre plus grand ou d'un matériau plus mou et de trous de précision plus élevée, il convient de meuler la face du flanc, afin de réduire le frottement entre le bord du foret et l'ensemble du trou.
(4) Double broyage
Sur l'interface entre la lèvre principale de coupe et la lèvre de coupe mineure, devrait moudre le bord droit et provisoire de coupeur, a formé des doubles faces de meulage de meulage, et l'angle est environ 70 ° ~ 75 °, peut même rectifier trois-bords et angle est 50 ° ~ 70 °. Diminuer l'angle permettra de réduire la force axiale, et d'augmenter la force et la condition d'émission de chaleur, viennent à réduire l'usure du foret hélicoïdal et de réduire la rugosité de la paroi du trou.
(5) rainure divisant la puce de meulage
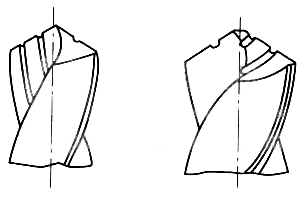
Figure 3: Rainure de division de puce Drill
Pour le plus grand diamètre de foret hélicoïdal, devrait moudre la fente étroite décalée sur le visage de râteau et la face principale de flanc du peu de foret de rotation. Revoyez la figure 3.Pour garder le bord de coupe est étroite, et pour améliorer la condition de l'enlèvement des copeaux et la division des copeaux, il est utile d'injecter plus de liquide de coupe, améliorer la dissipation de la chaleur. Dans le même temps, lors du réaffûtage bord biseauté qui a un meilleur effet de forage.








