Foret Bit
Foret Bit
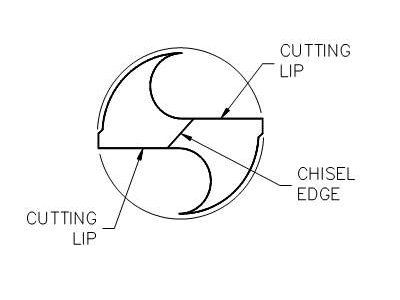
Arête centrale
Dans le processus de coupe de métal, le foret hélicoïdal coupe la couche de métal sur la pièce, en même temps, la pièce à usiner et les copeaux agissent sur le foret hélicoïdal , provoquant l'usure du foret hélicoïdal. L'usure normale est inévitable, mais une usure anormale n'est pas acceptable. Tels que l'usure anormale sur la partie de coin du foret hélicoïdal , maintenant, PURROS Machinery énumérera ces questions, et comment les résoudre. 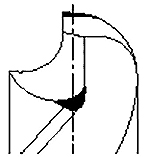 Continue reading
Continue reading
En production, l'ébrèchement du foret hélicoïdal est arrivé plusieurs fois. En raison du matériau de perçage, du gabarit lâche, de la dureté inégale du matériau de la pièce, de la vitesse d'alimentation inadaptée, du liquide de refroidissement inadéquat, de l'angle de dégagement trop petit ou du trépan épuisé, etc. Situation 1: 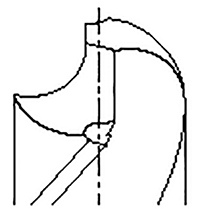 Continue reading
Continue reading
Pendant l'opération de forage, on rencontre souvent des problèmes de forets cassés. Maintenant, PURROS Machinery répertorie les solutions de rupture de forage comme ci-dessous:
Rupture de foret et solutions

| Type d'outils de coupe | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | X | X | ||||||
| HHSEnouveau forage | X | X | ||||||
| Foret au carbure de tungstène | X | X | ||||||
| Foret en carbure monobloc | X | X | X | |||||
| Foret à flûte droite en carbure monobloc | X | X | ||||||
| Foret à 3 dents en carbure monobloc | X | X | ||||||
| Pistolet | X | X | X | |||||
| Fraise | X | X | X | |||||
| Perceuse d'élargissement PCD | X | X | ||||||
| Alésoir PCD | X | X |
(Fait par: Purros Machinery Co., Ltd. )
Chanfreinage négatif
Étape 1: Aiguiser la face du flanc principal, en même temps, affûter l'angle de dégagement de la lèvre; Étape 2: Aiguiser la face du flanc mineur, en même temps, affûter l'angle de dégagement de l'extrémité; Étape 3: Aiguiser la fausse face, en même temps, l'angle du point d'affûtage; Étape 4: Affûter les visages restants et la pointe;
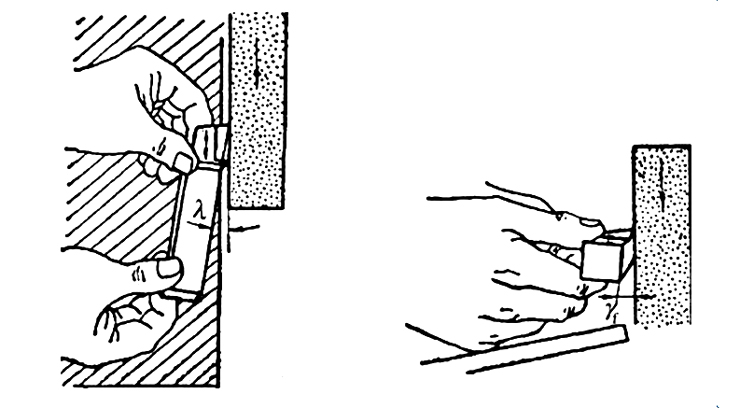
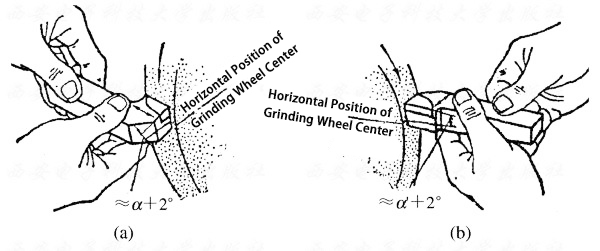
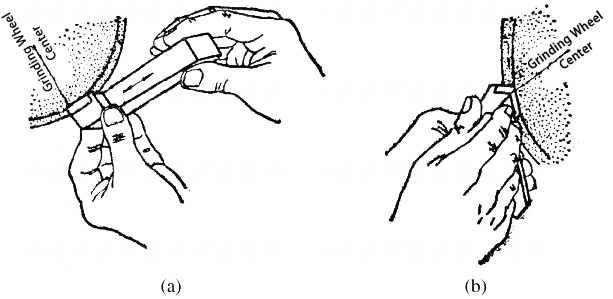
Maintenant, PURROS Machinery prend l'exemple de la fraise en alliage de carbure de broyage grossier pour illustrer la méthode d' affûtage de l'outil de coupe . 1. L'affûtage brutal de la face principale du flanc et de la face du flanc mineur , en même temps, l'angle majeur de déclinaison, l'angle majeur de dégagement de la lèvre, l'angle mineur de déclinaison et l'angle mineur de dégagement des lèvres ont également été affinés. L'angle de l'angle de dégagement de la lèvre majeur et l'angle de dégagement de la lèvre mineur par un affûtage grossier devraient être plus grands que requis. Afficher la figure:
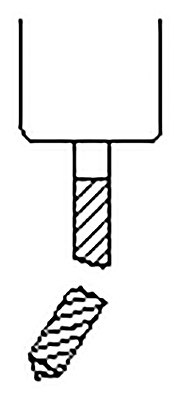
Angle de soulagement des lèvres de Shank
Aiguisage brut Flute
Les notes de l'affûtage des tours










